
Can YouFreezeDry Huno
Piombo (riepilogo)
Con la crescente domanda di ingredienti naturali, minimamente lavorati e che mantengano la loro funzionalità, BOTH ha completato un esperimento di liofilizzazione del miele sulla nostra piattaforma di liofilizzazione sottovuoto. Controllando la base di solidi/acqua, le temperature di conservazione e del prodotto e il vuoto della camera, abbiamo prodotto formati croccanti o in polvere con elevata reidratazione, sapore pulito e forte stabilità, con dati tracciabili in ogni fase.
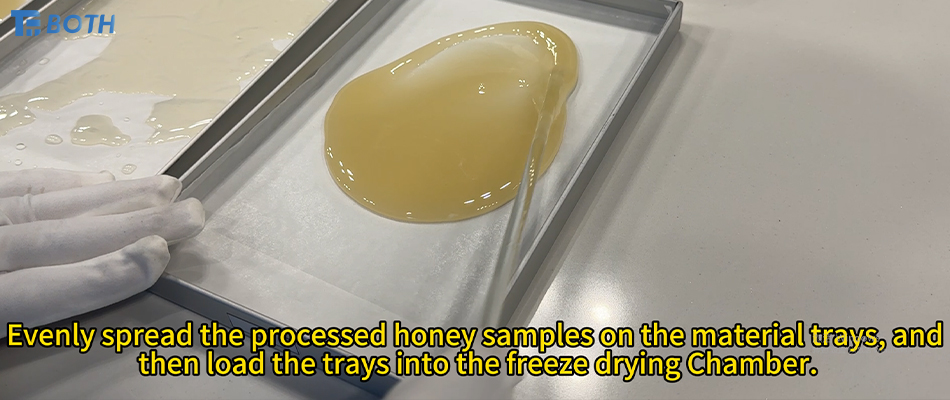
Fase 1 — Pretrattamento e baseline solidi/acqua (esperienza)
Filtrazione e chiarificazione: rimuovono particelle/detriti mantenendo intatto il profilo naturale del miele.
Vettore o diluizione opzionali: per lotti molto viscosi, una piccola percentuale di vettore (ad esempio, maltodestrina) o una diluizione controllata possono migliorare il trasferimento di massa e la porosità.
Registrazione di base: registrare solidi e umidità con un analizzatore calibrato (l'umidità tipica del miele commerciale si aggira spesso intorno alle percentuali più elevate). Questi valori alimentano la progettazione della curva del programma (rampa di stoccaggio e obiettivi di vuoto) per garantire ripetibilità e tracciabilità tra le analisi.
Attrezzatura consigliata: liofilizzatori sotto vuoto da laboratorio LFD per lo sviluppo di metodi/DoE, prove di gestione della viscosità e registrazione completa dei dati.
Fase 2 — Monitoraggio del programma e in tempo reale (competenza)
Eseguiamo un programma in tre fasi con registrazione dei dati: Congelamento → Essiccazione primaria (sublimazione) → Essiccazione secondaria (desorbimento).
Congelamento: fino a circa −35/−40 °C per immobilizzare la matrice e stabilizzare la struttura.
Essiccazione primaria: vuoto da ~10⁻³ mbar con rampa di temperatura controllata per rimuovere acqua/sostanze volatili libere mantenendo la temperatura del prodotto al di sotto della temperatura critica (Tc) per evitare collassi o appiccicosità.
Essiccazione secondaria: riscaldamento graduale per rimuovere l'acqua legata, con un'umidità finale pari a ≤ 2%–4% a seconda del formato previsto (frammenti croccanti, granuli o polvere) e dell'imballaggio.
Ampliamento e produzione:
• Liofilizzatori pilota PFD — ampliamento con matrici viscose e ottimizzazione del vettore
•Liofilizzatori di produzione BTFD/BSFD — CIP/SIP, automazione, alta produttività per formati alimentari e nutrizionali
• Liofilizzatori a tappatura asettica BBFT: per ambienti asettici di tipo biofarmaceutico o SKU speciali
•RFD/HFD/SFD/DFD liofilizzatori domestici: per formazione, dimostrazioni e creazione di contenuti
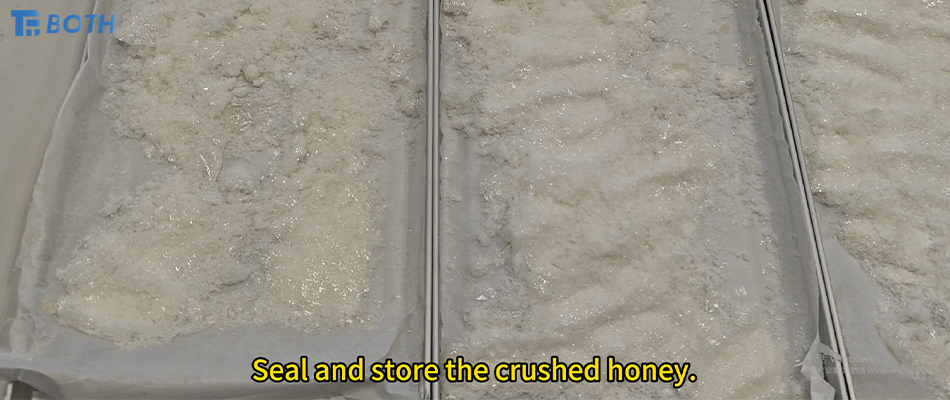
Fase 3 — Scarico e verifica della qualità (autorevolezza)
Riscaldamento in camera: rampa lenta per evitare condensa e assorbimento di umidità.
Punti finali di qualità:
Umidità finale: in genere 2%–4% (dipendente dal formato)
Reidratazione: rapida dissoluzione o rapida reidratazione con sensazione di pulizia in bocca
Sapore e aroma: note caratteristiche di miele, basso impatto termico
Scelte di consistenza: frammenti croccanti, granuli o polveri fluide per miscelazione/rivestimento
Micro limiti: testati secondo standard interni con registri di mantenimento e stabilità
Confezionamento e conservazione: lavaggio con azoto e/o essiccante con confezioni barriera; conservare a temperatura ambiente in un luogo asciutto e protetto dalla luce per mantenere la croccantezza ed evitare la formazione di grumi.

Benefici del miele liofilizzato (affidabilità)
Conservazione a bassa temperatura: la sublimazione riduce al minimo la degradazione termica e aiuta a preservare i composti aromatici volatili.
Formati stabili a scaffale: la bassa umidità residua favorisce la stabilità ambientale, un dosaggio pratico e formulazioni con etichetta pulita.
Reidratazione/dissoluzione: la struttura porosa consente una rapida ricostituzione nelle bevande o una rapida dispersione nelle miscele secche.
Movimentazione e logistica: trasformare il miele viscoso in un formato croccante o in polvere migliora la movimentazione, la precisione del dosaggio e il trasporto.
Prospettive di mercato: stack di apparecchiature + resilienza energetica
Gli ingredienti liofilizzati si stanno diffondendo in applicazioni alimentari, nutrizionali e specialistiche. BOTH si differenzia per una gamma completa di apparecchiature: LFD (laboratorio) → PFD (pilota) → BTFD/BSFD (produzione) / BBFT (asettico), più RFD/HFD/SFD/DFD (domestico) e una soluzione di resilienza energetica:
LiofilizzatoreSoluzione di accumulo di energia: Integrando l'energia solare fotovoltaica + l'accumulo di batterie + l'EMS (sistema di gestione dell'energia), BOTH consente un'alimentazione coordinata multi-energia per un funzionamento ininterrotto in condizioni di volatilità della rete, ottimizzando al contempo la rimozione dell'acqua in kWh/kg e il costo totale di proprietà.
Grazie per aver letto il nostro ultimo aggiornamento. Se hai bisogno di maggiori informazioni o hai domande, non esitare a contattarci.contattaciIl nostro team è qui per fornire supporto e assistenza.
RFD/HFD/SFD/DFD:https://www.bothsh.com/both-sfd-series-1kg-100kg-lyophilizer-vacuum-automatic-fruitvegetablesliquidherbpet-food-freeze-dryer-machine-product/
Liofilizzatori pilota PFD:https://www.bothsh.com/pilot-scale-vacuum-freeze-dryerproduct-description-product/
Liofilizzatori di produzione BTFD/BSFD:https://www.bothsh.com/in-situ-vacuum-freeze-dryer-product/
contattaci:https://www.bothsh.com/contact-us/
Soluzione di accumulo di energia:https://www.bothsh.com/freeze-dryer-energy-storage-solution-product/
Data di pubblicazione: 18-11-2025




